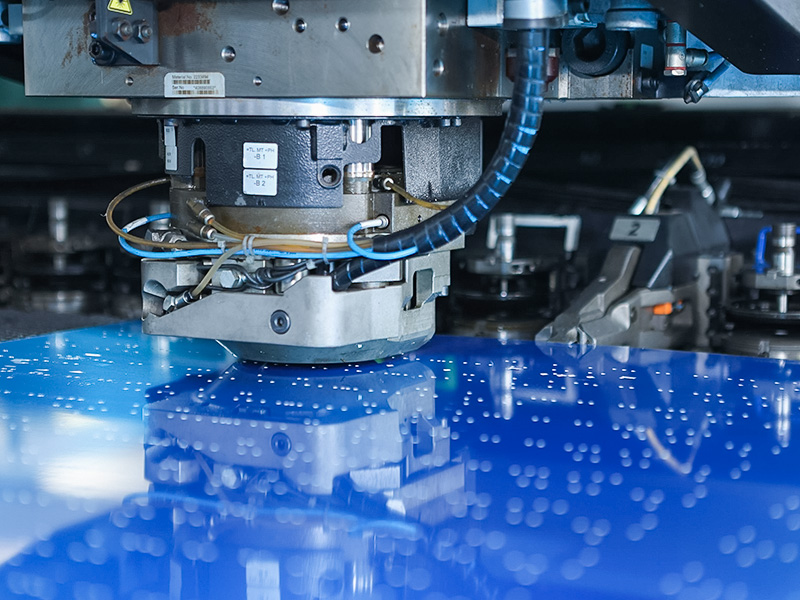
精密曲げ加工のキーテクノロジー
精密曲げは、エレクトロニクス、自動車、航空宇宙、その他の業界で広く使用されている高精度の金属成形プロセスです。厳しい公差と一貫した品質を確保するには高度な技術が必要です。関連するコアテクノロジーは次のとおりです。
金型の設計と製造 : CAD/CAM ソフトウェアを使用して、製品の曲率に一致する金型を設計します。高硬度材料 (SKD11、タングステンカーバイドなど) により摩耗が最小限に抑えられます。
マイクロクリアランス制御 : 変形やバリを防ぐために、ダイのクリアランスは通常、材料の厚さの 5% ~ 10% (たとえば、0.1 mm の板金の場合は 0.005 ~ 0.01 mm) です。
多軸制御 :サーボモーターと油圧システムによりラムストローク(±0.01mm)、バックゲージ位置決め(±0.02mm)、角度補正を制御します。
リアルタイムのフィードバック : センサー (リニア エンコーダーやレーザーなど) が曲げ角度を監視し、圧力を動的に調整します (精度 ±0.1°)。
スプリングバック補償 : 有限要素解析 (FEA) は、金型設計で過剰な曲げを必要とするスプリングバック (例: アルミニウムの場合 2°~5°) を予測します。
ストレス解消 : 硬質材料 (ステンレス鋼など) を焼きなますと、曲げ時の亀裂のリスクが軽減されます。
ロボットによる積み込み/積み下ろし : 6 軸ロボット (ファナックや KUKA など) により連続曲げが可能になり、パーツあたりのサイクル タイムが 3 ~ 5 秒に短縮されます。
ビジョンの位置決め : CCD カメラは、複雑な曲げに対してワークピースを位置合わせします (精度 ±0.05 mm)。
曲げシーケンスの計画 : シミュレーション ソフトウェア (AutoForm など) を使用して干渉を回避します (たとえば、「Z」字型の部品は最初に内側の曲げが必要です)。
潤滑と冷却 :極圧潤滑剤(二硫化モリブデンなど)により表面仕上げが向上します(Ra≤1.6μm)。
インライン測定 : レーザー スキャナ (キーエンス IM シリーズなど) はリアルタイムで偏差を検出し、自動補正をトリガーします。
3D 形状測定 : GOM ATOS のようなシステムは、スプリングバックや歪みをチェックして、フル次元の精度を検証します。
EMIシールドケース : 0.3mm ステンレス鋼、公差 ±0.05mm、耐傷性ダイコーティングが必要。
自動車用ブラケット : 高張力鋼 (HSS) の曲げには 200 トンの力が必要になる場合があり、亀裂を防ぐために加熱曲げ (200°C ~ 300°C) が必要になります。
AI を活用した最適化 : 機械学習によりパラメータが動的に調整され、試行回数が減ります。
レーザー切断と曲げの統合 : プロセスを組み合わせて、再配置エラーを最小限に抑えます。
精密な曲げ加工に依存するのは 機器の精度、材料管理、プロセスの専門知識 、材料の厚さ、硬さ、その他の要因に基づいて調整されます。

 +86-13771171111 +86-13338110517
+86-13771171111 +86-13338110517 

 English
English 中文简体
中文简体 日本語
日本語 Deutsch
Deutsch Español
Español Bahasa Melayu
Bahasa Melayu