に投資する CNCレーザー切断機 これは、金属加工工場、標識、メーカーにとって極めて重要な決定です。これは、生産性、精度、能力の変革を約束する多額の資本支出を意味します。ただし、さまざまなレーザー光源や出力レベルからベッドのサイズや自動化パッケージに至るまで、無数のオプションを選択するのは困難な場合があります。選択を誤ると、容量が十分に活用されなかったり、生産ニーズが満たされなかったり、投資収益率が不十分になったりする可能性があります。この包括的なガイドは、選択プロセスをわかりやすくすることを目的としています。重要な技術的な違いを掘り下げて、本当の違いを理解できるようにお手伝いします。 金属用ファイバーレーザー切断機の価格 、次のような材料固有のアドバイスを提供します。 ステンレス鋼用CNCレーザーカッターの選び方 。また、自動化などの生産性向上機能についても検討し、ローカル ネットワークをいつ使用するかなどの実践的な道筋についても説明します。 プロトタイピング用の近くの CNC レーザー切断サービス 購入を確定する前に。のような複雑なトピックを分解することで、 CO2 とファイバーレーザーカッターの比較表 そして具体的なものを強調する 自動ローディングCNCレーザーカッターのメリット この記事は、今後何年にもわたってビジネス目標やワークショップの要件に沿った、自信を持って情報に基づいた意思決定を行うために必要な知識を身につけることを目的としています。
レーザー切断技術における基本的な選択は、従来の CO2 レーザーと最新のファイバー レーザーの間です。この違いを理解することは、選択プロセスの最初で最も重要なステップです。 CO2 レーザーは、密閉されたチューブ内のガス混合物 (主に二酸化炭素) を励起することによって切断ビームを生成します。次に、このビームはミラーを介してカッティングヘッドに向けられます。対照的に、ファイバーレーザーは固体利得媒体(ドープ光ファイバー)内でビームを生成し、それを柔軟な光ファイバーケーブルを通じてカッティングヘッドに直接送ります。ビームの生成と伝達におけるこの中心的な違いは、パフォーマンス、効率、およびアプリケーションに重大な影響をもたらします。ファイバー レーザーは通常、優れた電気効率を提供し、多くの場合、入力パワーの 30 ~ 50% をレーザー光に変換しますが、CO2 システムの場合は 10 ~ 15% です。これにより、エネルギーコストが削減され、発熱も少なくなります。また、ファイバー レーザーの波長は金属、特に銅や真鍮などの反射性の金属により吸収されやすいため、薄板から中程度のシートの切断速度が速くなります。 CO2 レーザーは、薄い金属では効率が劣りますが、厚い材料では非常に滑らかな切断面を提供でき、歴史的に木材、アクリル、繊維などの非金属の切断に適しています。この 2 つのうちの決定は、単に「より良い」テクノロジーを選択することではなく、特定の材料混合、厚さの範囲、および必要な切断品質に * 適切な * テクノロジーを選択することによって決まります。
| パラメータ | CO2レーザー | ファイバーレーザー |
| ビーム生成 | 共鳴管内のガス混合物 | ドープ光ファイバー(ソリッドステート) |
| ビーム照射 | ミラーとビーム経路 | 柔軟な光ファイバーケーブル |
| 電気効率 | ~10-15% | ~30-50% |
| 切断速度 (薄鋼の場合) | 良い | 優れています (多くの場合 2 ~ 3 倍高速です) |
| 反射金属の切断 | 難しい (特殊な光学系が必要) | 優れた(高吸収) |
| 切断面の品質 (厚い鋼材上) | とてもスムーズ | 良い to Very Good |
| メンテナンス要件 | 上位(ミラーアライメント、ガス補充、チューブ交換) | 下部(可動部品が最小限、長寿命電源) |
| 消耗品コスト | より高いもの(レーザーガス、共鳴管) | 下部(主に保護窓とノズル) |
| 理想的な用途 | 厚肉鋼、非金属、最高のエッジ仕上げが必要な用途 | 薄板から中板金 (特に反射金属)、大量生産、エネルギーを重視する工場 |

理解する 金属用ファイバーレーザー切断機の価格 単一のステッカー価格を超えて検討する必要があります。コストは、品質と機能がそれぞれ異なるいくつかの主要なサブシステムを組み合わせたものです。ワット単位で測定されるレーザー源自体 (例: 1kW、3kW、6kW、12kW) が、最も重要なコスト要因となります。出力が高くなると、より厚い材料の切断が可能になり、より薄いゲージの切断速度が向上しますが、それには代償が伴います。ガントリー、ドライブ、リニアガイド、カッティングベッドを含む機械のフレームとモーションシステムが、作業領域 (ベッドサイズ) と機械の精度、安定性、寿命を決定します。堅牢でよく設計されたフレームは、長年の使用にわたって精度を維持するために非常に重要です。 CNC コントローラーは操作の頭脳です。ネスティング ソフトウェアやリモート モニタリングなどの機能を備えた、ユーザー フレンドリーで強力なシステムが付加価値を高めます。これらのコアコンポーネント以外にも、専門的な設置と校正、オペレーターとプログラマーのトレーニング、消耗品 (窒素や酸素などの補助ガス、ノズル、レンズプロテクター) の継続的なコストなど、隠れたコストが山積みです。徹底的な財務分析では、購入価格、推定エネルギー消費量、メンテナンス契約、および 5 年間の予想される消耗品の使用量を考慮して、さまざまなマシンの総所有コスト (TCO) を比較する必要があります。この全体的なビューにより、マシンの真の価値提案が明らかになり、安価な初期投資と費用対効果の高い長期的なパートナーが区別されます。
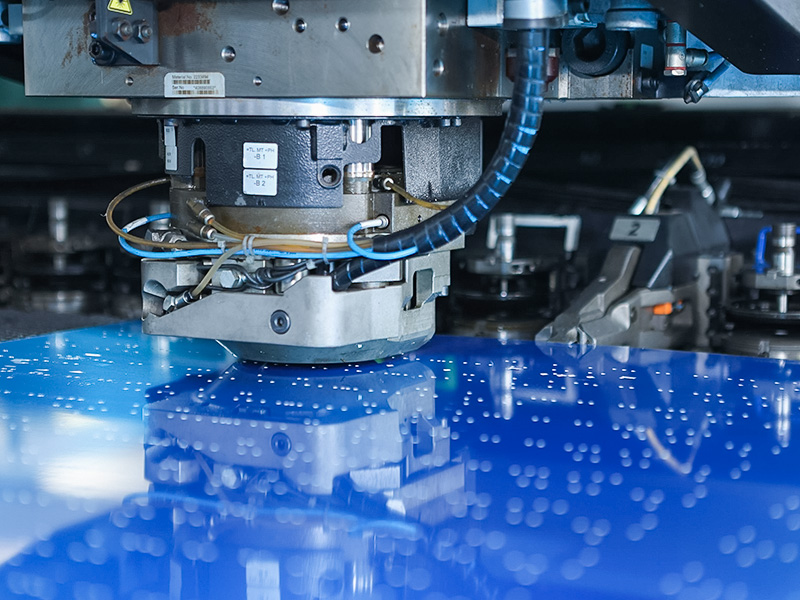
すべての材料が同じように切断できるわけではないため、主な作業負荷が機械の仕様に直接反映される必要があります。たとえば、知ることで ステンレス鋼用CNCレーザーカッターの選び方 特定の技術的な考慮事項が含まれます。ステンレスの主な課題は、切断面の酸化(スケーリング)を防ぐことです。酸化すると耐食性が損なわれ、多くの場合二次洗浄が必要になります。きれいで酸化のない (「明るい」) 切断を実現するために、高純度窒素が高圧のアシスト ガスとして使用されます。この発熱反応は、代わりに溶融金属を吹き飛ばします。このプロセスでは、材料を貫通して切断するのに十分な出力とピーク圧力能力を備えたレーザーが必要です。薄いゲージ (3 mm 未満) の場合、高圧窒素システムを備えた 1 ~ 2 kW ファイバー レーザーで優れた結果が得られます。厚いセクション (6mm ) の場合、切断速度とエッジ品質を維持するには 4 ~ 6kW のレーザーが必要になります。逆に、軟鋼を効率的に切断するには、酸素をアシストガスとして利用することが多く、発熱反応によって実際に切断プロセスに熱が加えられ、所定のレーザー出力でより高速な速度とより厚い処理能力が可能になります。アルミニウムは反射率が高く、熱伝導率が高いため、端が粗く酸化するのを防ぐために、窒素を使用したファイバーレーザーで切断するのが最適です。レーザーは、光学システムに損傷を与える可能性がある後方反射に対する堅牢な保護を備えている必要があります。
| 材質 | 厚さ | 推奨されるレーザーの種類 | 高品質なカットのための最小限の電力 | キーアシストガス |
| 軟鋼 | 1/4インチ (6mm) | 繊維 | 2~3kW | 酸素(スピード向上のため)または窒素(よりきれいなエッジのため) |
| 軟鋼 | 1/2インチ (12mm) | 繊維 | 4~6kW | 酸素 |
| ステンレス鋼 | 1/8インチ (3mm) | 繊維 | 1~2kW | 高純度窒素 |
| ステンレス鋼 | 1/4インチ (6mm) | 繊維 | 3~4kW | 高純度窒素 |
| アルミニウム | 1/8インチ (3mm) | 繊維 | 2~3kW | 窒素 |
| アルミニウム | 1/4インチ (6mm) | 繊維 | 4~6kW | 窒素 |
| 真鍮/銅 | 1/16インチ (1.5mm) | 繊維 | 1~2kW | 窒素 (specialized settings required) |
レーザー光源が切断を行いますが、多くの場合、機械の全体的な生産性と稼働率を決定するのは周辺システムです。ここで理解するのは、 自動ローディングCNCレーザーカッターのメリット システムが重要になります。自動積み下ろしシステムは、通常、材料ラックとロボット アームまたはシャトル テーブルで構成され、ワークフローを変革します。これにより、オペレータは機械の切断中にジョブをプログラムしてネストし、最小限の手動介入でシート全体を安全にロードし、切断された部品をアンロードできます。主な利点は、マシンの稼働時間が大幅に増加することです。手動処理に必要な 10 ~ 20 分ではなく、シートの交換が数分で行われるため、レーザーはほぼ連続的に切断できます。これは、スループットの向上と投資収益率の向上に直接つながります。また、部品ごとの人件費も削減され、オペレーターの身体的負担と安全上のリスクも最小限に抑えられます。無人(無人)生産を検討している店舗にとって、自動投入は必須条件です。マテリアルハンドリング以外にも、その他の高度な機能が効率に貢献します。自動ノズルチェンジャー (ANC) は、停止することなくさまざまな作業に合わせて切断ヘッドを切り替えます。静電容量式高さセンサーは、不均一な材料上でも最適なノズルとプレートの距離を維持します。統合されたヒューム抽出機能は光学系を保護し、より安全な作業環境を提供します。
レーザー切断をビジネスに組み込む取り組みは、必ずしも発注書から始まるわけではありません。多くの企業、特に新しい製品ラインを検討しているスタートアップ、デザイナー、企業にとって、実用的な第一歩は地元の企業と提携することです。 プロトタイピング用の近くの CNC レーザー切断サービス 。このアプローチは、非常に高い柔軟性と低いリスクを提供します。これにより、大規模な資本を投入することなく、設計のテストと改良、さまざまな材料と厚さの実験、市場の需要の検証が可能になります。優れたサービスプロバイダーは、製造容易性設計 (DFM) に関する貴重なフィードバックを提供し、切断品質の向上やコスト削減のための調整を提案することもできます。サービス パートナーを選択するときは、(将来の購入の可能性に合わせて)さまざまな機械の機能を備え、品質と納期厳守で定評があり、明確なコミュニケーションを備えたパートナーを探してください。プロトタイプの詳細な寸法検査レポートを提供する必要があります。このフェーズでは、サイクル タイムとコストに関する実際のデータが提供され、最終的な機器の購入に直接影響します。移行の準備ができたら、得られた経験により、予想されるニーズだけでなく、実証済みのニーズに完全に適合するマシンを購入できるようになります。
レーザー切断には、厳格な安全プロトコルが必要な複数の危険が伴います。 レーザー放射: 主な危険は目に見えない高出力のレーザー光線であり、目に重大な損傷を与えたり、物質に発火したりする可能性があります。機械には、特定のレーザー波長をブロックする安全定格の観察窓を備えた、完全に連動したエンクロージャが必要です。 煙霧と微粒子: 金属やプラスチックを切断すると、有害な煙や微粒子が発生します。オペレーターの健康を保護し、光学系を清潔に保つには、統合された大量のヒューム抽出システムが必須です。 火災の危険性: 熱い火花や溶融スラグが周囲の物質に引火する可能性があります。機械には消火システムが装備されている必要があり、作業エリアには可燃物を近づけないようにする必要があります。 電気的安全性: 高電圧コンポーネントには、メンテナンス中に適切な接地とロックアウト/タグアウト手順が必要です。これらすべての側面をカバーする包括的なオペレータートレーニングは、単に推奨されるだけでなく、法的および倫理的に必要なことです。
ファイバー レーザーはメンテナンスが比較的少ないことで知られていますが、稼働率を高めるには、規律あるスケジュールが重要です。 毎日: オペレータは、レンズとノズルにスパッタがないか目視検査し、切断ベッドのスラグを清掃し、ガスと冷却剤のレベルを確認する必要があります。 毎週/隔週: これには、レンズ アセンブリのより徹底的なクリーニング (傷を避けるために適切な素材を使用)、CNC キャビネットとレーザー ソース クーラーのエア フィルターのチェックとクリーニング、およびリニア ガイドとレールの破片の検査が含まれます。 6 ~ 12 か月ごと (または稼働時間ごと): 認定技術者は、より包括的なサービスを実行する必要があります。これには、レーザーガスの純度 (CO2 の場合) またはポンプ源の性能 (ファイバーの場合) のチェック、ビーム経路の校正、モーションシステムのアライメントのチェック、保護ウィンドウ、フィルター、場合によってはフォーカスレンズなどの摩耗部品の交換などが含まれます。メーカーの特定のメンテナンス スケジュールに従うことは、保証を維持し、機械の寿命を最大限に延ばすために非常に重要です。
はい、最も現代的です CNC レーザー切断機 彫刻やマーキング操作を完全に実行できるため、非常に汎用性が高くなります。このプロセスでは、レーザー ビームの焦点をわずかにぼかし、出力を大幅に低下させることで、材料の薄層のみを除去するか、切断せずに表面の色の変化 (アニーリング) を引き起こします。これは機械の CNC ソフトウェアを通じて直接制御され、異なる速度と出力設定で別個の「彫刻」ツールパスを定義できます。これは、完成したコンポーネントに部品番号、ロゴ、シリアル番号、またはデータ マトリックス コードを直接追加するのに最適です。非常に高解像度のマーキング (小型電子部品の詳細なグラフィックスなど) の場合は、専用の検流計ベースのレーザー マーカーの方が高速ですが、工業用識別ニーズの大部分に対しては、カッティング レーザーが十分すぎるほどコスト効率の高いソリューションであり、別個の専用マシンの必要がありません。
CNC レーザー カッターは、正確なパスを定義するベクトルベースのファイル形式によって駆動されます。世界共通の標準というのは、 DXF (図面交換フォーマット) ファイル。この形式には、マシンのネスト ソフトウェアがカット輪郭として簡単に解釈できる、きれいな閉じたベクトル形状 (線、円弧、円) が含まれています。 AI(アドビイラストレーター) ファイルは、ライブ テキストやエフェクトとしてではなく、アウトラインとともに保存される場合に限り、一般的に受け入れられます。一部のシステムでは受け入れ可能 DWG ファイルまたは PDF ただし、これらは正しくエクスポートされないとエラーが発生する可能性があります。ファイルの主な要件は次のとおりです。1) 閉じた輪郭: 連続的にカットするには、形状に隙間があってはなりません。 2) 正しいスケール: ジオメトリは 1:1 スケールである必要があります (例: 1 描画単位 = 1 mm)。 3) クリーンなジオメトリ: 重複した線、小さなセグメント、または過度に複雑なスプラインは避けてください。ほとんどのショップでは、スムーズなジョブ処理を保証するためのファイル準備用のテンプレートまたはチェックリストを提供しています。

 +86-13771171111 +86-13338110517
+86-13771171111 +86-13338110517 

 English
English 中文简体
中文简体 日本語
日本語 Deutsch
Deutsch Español
Español Bahasa Melayu
Bahasa Melayu