CNC レーザー切断機は、現代の金属製造において最も有能かつ効率的なツールとしての地位を明確に確立しています。 コンピュータ数値制御と高度に集束した光ビームを統合することにより、これらの機械は比類のない切断精度、最小限の材料無駄、および迅速な処理速度を実現します。 従来の機械的方法では決して達成できません。ワークショップが薄いゲージのシートメタルを扱う場合でも、厚い構造プレートを扱う場合でも、このテクノロジーは、大規模な二次仕上げを行わずに、複雑な設計コンセプトを具体的な部品に変換する、あるレベルの精度と再現性を提供します。
基本的な利点は、プロセスが非接触であることにあります。切削工具は光線であるため、機器とワークピースの間に物理的な摩擦はありません。これにより、工具の摩耗がなくなり、材料の変形のリスクが軽減され、生産工程全体を通じてエッジの品質が一貫して高い状態に保たれます。厳格な品質基準を維持しながら事業を拡大したいと考えているメーカーにとって、このテクノロジーへの投資は、将来を見据えた生産への根本的な移行となります。
操作の仕組みを理解すると、この方法が他の製造技術よりも優れている理由が明確になります。このシステムは、ビームを生成するレーザー共振器、ビームの焦点を合わせる切断ヘッド、材料全体の動きを制御する CNC コントローラーという 3 つの主要なコンポーネントに依存しています。
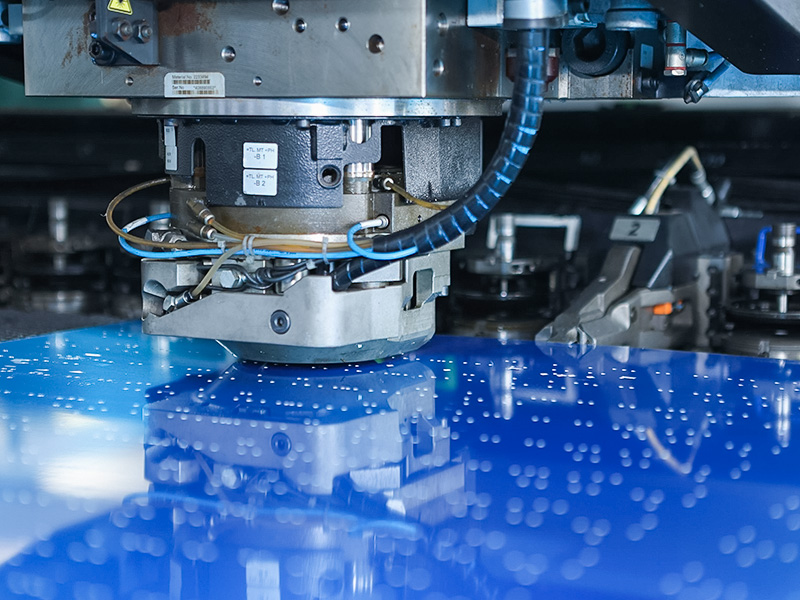
このプロセスはレーザー源の内部で始まり、そこで電気が利得媒体を刺激して、集中した光子のビームを生成します。この生のビームは光ファイバーケーブルまたはミラーを通ってカッティングヘッドに導かれ、そこで特殊なレンズがビームを直径わずか数ミリのスポットに集束させます。 この集中作用によりエネルギー密度が極端なレベルに集中し、接触するとほぼ瞬時に金属が溶解または蒸発します。
アシストガスがレーザービームと同軸の切断ノズルを通して吹き込まれ、溶融金属を排出し、エッジの酸化を防ぎ、周囲の材料を冷却します。ガスの選択により、最終的な切断品質が決まります。
レーザー光源の種類によって、機械の機能、メンテナンス要件、理想的な用途が決まります。パフォーマンスと長期的なコストの両方を最適化するには、正しいタイプを選択することが重要です。
| レーザーの種類 | 電力効率 | メンテナンスの必要性 | 最優秀アプリケーション |
|---|---|---|---|
| CO2レーザー | 下位 | 高 | 厚い金属、非金属 |
| ファイバーレーザー | 高 | 非常に低い | 薄板から中程度の金属板 |
| ディスクレーザー | 非常に高い | 低い | 重厚板加工 |
ファイバーレーザー技術は、大幅に高いエネルギー変換率とほぼゼロに近いメンテナンス要件により、市場を積極的に支配しています。 ビームは完全にソリッドステート光ファイバーケーブル内で生成されるため、古い CO2 システムで必要とされていた壊れやすいミラーや混合ガスが不要になり、板金製造のデフォルトの選択肢となっています。
CNC レーザー切断機の価値を十分に理解するには、プラズマ切断、ウォータージェット切断、機械的パンチングなどの従来の技術と比較する必要があります。レーザー切断は、大量かつ高精度の作業に優れた利点を集約した独自の利点を提供します。
プラズマ切断では、特徴的なベベルとドロスが残り、大規模な研削が必要になります。ウォータージェットは熱歪みを排除しますが、動作速度ははるかに遅くなります。 CNC レーザー切断機は、一貫してミリメートル単位の位置精度を達成します。 完成したとみなせるほど滑らかなエッジが得られ、二次的なバリ取り作業の必要性が完全に排除されます。 この精度は、厳しい公差が交渉の余地のない航空宇宙および医療製造において非常に重要です。
従来のスタンピングでは、物理的な金型の設計と製造が必要です。部品の設計を変更するには、新しいツールを構築する必要があり、それには数週間かかり、多額のコストがかかります。 CNC レーザー切断機を使用すると、新しい CAD ファイルをアップロードするだけで設計を変更できます。磨耗したり、壊れたり、保管されたりする物理的なツールはありません。 これにより、レーザー切断が驚くほど機敏になり、製造業者が多品種少量生産を利益を上げて処理し、新しい部品のプロトタイプを即座に作成できるようになります。
CNC レーザー切断機の適応性により、さまざまな分野で広く採用されています。軟鋼、ステンレス鋼、アルミニウム、真鍮、チタンを加工できるその能力は、不可欠な資産となっています。
自動車産業は、この技術を利用して複雑な構造コンポーネントや排気システムを製造しています。業界が電気自動車に移行するにつれて、軽量コンポーネントの需要が急増しています。レーザー切断は高強度合金の加工に優れており、メーカーは完全性を損なうことなく車両の重量を削減できます。同様に、重機メーカーは高出力システムを利用してフレームやバケット用の厚い鋼板を加工し、生産のボトルネックを軽減するために低速のプラズマプロセスを置き換えています。
建築家は、建物のファサードや室内装飾のために複雑な形状を指定することが増えています。この技術は、金属パネルやスクリーンに正確なパターンをカットすることにより、これらの野心的なデザインを現実に変換します。これにより、手動溶接法を使用すると法外に高価となる装飾性の高い穴の作成が可能になります。
適切な CNC レーザー切断機を選択するには、運用上のニーズを徹底的に評価する必要があります。意思決定者は、総所有コストとワークフローに必要な特定の機能を分析する必要があります。
レーザー出力は、機械が達成できる最大の厚さと切断速度に直接影響します。低出力の機械は、薄い板金では非常に効率的ですが、厚い板では困難になります。逆に、薄い材料を切断するために大規模な高出力レーザーを使用すると、不必要なエネルギーの消費につながります。 製造業者は、過剰な能力を支払うことなくニーズをカバーする電力レベルを選択するために、典型的な材料の厚さの範囲を切断速度のチャートにマッピングする必要があります。
レーザー カッターの速度は、材料の送り速度と同じです。高実稼働環境では、手動ロードが重大なボトルネックになります。最新のシステムには、自動パレット チェンジャーとシート ローダーが統合されていることがよくあります。これらの自動タワーを使用すると、機械が別のパレットで切断している間に、オペレーターが生のシートを 1 つのパレットに積み込むことができるため、シート交換間の機械のダウンタイムが本質的に排除されます。
ハードウェアの機能は、高度なソフトウェアがなければ意味がありません。 CNC コントローラーとコンピューター支援製造 (CAM) ソフトウェアはオペレーションの頭脳を形成し、複雑なモデルを正確な機械の動きに変換します。
ネスティングとは、無駄を最小限に抑えるために未加工の金属シート上にパーツの形状を配置することを指します。 True-shape ネスティング アルゴリズムは、すべての部品の正確な輪郭を分析し、それらを連動させて最大の歩留まりを達成します。 効果的なネスティングにより、手動レイアウトと比較して材料の歩留まりが大幅に改善され、毎年の原材料コストの大幅な節約に直接つながります。
材料の種類、厚さ、アシストガスのあらゆる組み合わせには、特定の出力設定、焦点位置、ガス圧力が必要です。最新の CAM システムは、切削パラメータの広範なデータベースを備えています。オペレーターがファイルをインポートして材料仕様を割り当てると、ソフトウェアが自動的に最適な条件を割り当て、一貫したエッジ品質を確保し、切断失敗のリスクを軽減します。
最新の CNC レーザー切断機は産業用の耐久性を考慮して設計されていますが、最高の効率で稼働するにはメンテナンス スケジュールを厳守する必要があります。日常的なメンテナンスを怠ると、切断品質の低下や計画外のダウンタイムが発生します。
カッティングヘッド内の保護窓と集束レンズは、スパッタや粉塵による汚染の影響を非常に受けやすくなっています。レンズ上の微細な汚れでもレーザーエネルギーを吸収し、高熱によりレンズに亀裂が生じる可能性があります。オペレータはこれらの光学系を定期的に検査し、保護窓を積極的に交換する必要があります。 深刻な劣化が起こる前に安価な保護ウィンドウを交換することは、販売店が採用できる最もコスト効率の高いメンテナンス方法の 1 つです。
レーザー源はかなりの熱を発生するため、安定した動作温度を維持するために工業用冷却装置に依存しています。チラーには継続的な監視が必要です。冷却水のレベルをチェックし、スケールの蓄積を防ぐために水フィルターを定期的に交換する必要があります。さらに、テーブル上でのカッティング ヘッドのスムーズで正確な動きを保証するために、モーション システムではリニア ガイドとラックアンドピニオン ドライブに定期的に潤滑する必要があります。

 +86-13771171111 +86-13338110517
+86-13771171111 +86-13338110517 

 English
English 中文简体
中文简体 日本語
日本語 Deutsch
Deutsch Español
Español Bahasa Melayu
Bahasa Melayu