精密部品製造における重要事項
精密部品製造(例:航空宇宙部品、医療用インプラント、電子部品)では、極めて厳しい公差、材料性能、表面品質が要求されます。以下に、製造過程で厳密に管理すべき重要な要素を示します。
1. 材料選定と処理
材料純度:高精度部品には高純度金属(例:チタン合金、ステンレス鋼316L)や特殊合金(例:インバー、ニッケル基超合金)が求められる。
熱処理:焼鈍、焼入れ、時効処理による応力除去で加工変形を防止(例:アルミニウムのT6熱処理)。
材料認証:規格(例:ASTM、AMS)適合を確認する材料試験報告書(MTR)が必要。
2. 工程管理
(1) 精密加工技術
超精密切削/研削:
旋削/フライス加工公差:±0.005mm以内(例:光学レンズ金型)。
硬質材料(例:セラミックス、炭化タングステン)の研削:表面粗さRa ≤0.1μmを達成。
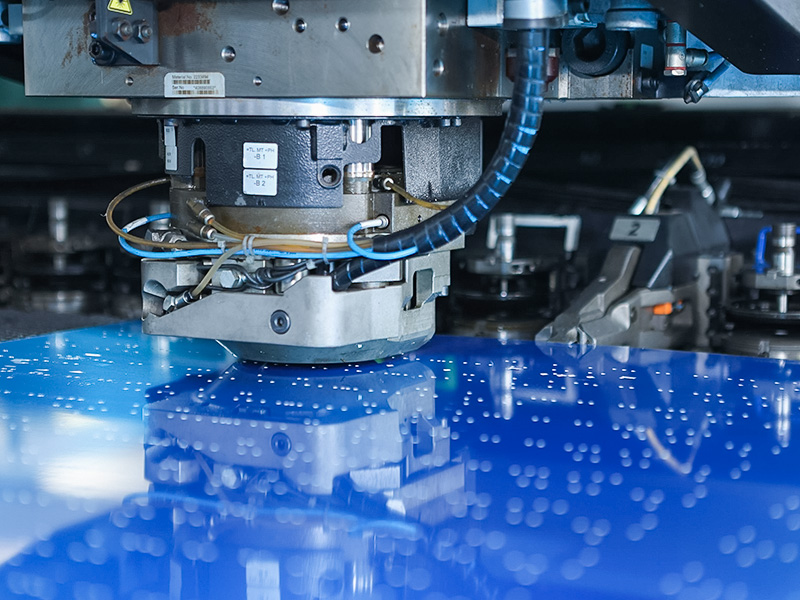
マイクロンレベルプレス/曲げ加工:
曲げ角度制御:±0.1°以内(リアルタイムレーザーフィードバック付き)。
マイクロ部品用順送プレス加工(例:SIMカードトレイ)。
(2) 特殊加工
放電加工(EDM):複雑な高硬度形状加工(例:タービンブレード冷却孔)。
レーザー加工:極薄材料の切断/溶接(例:心臓ステント用0.05mmステンレス鋼管)。
電気化学加工(ECM):導電性材料の応力フリー加工(例:ジェットエンジンブレード)。
3. 寸法・形状公差管理
重要寸法:明確に表示(例:軸受嵌合面などの重要特性、公差±0.002mm)。
形状公差:
平面度/平行度≤0.01mm(例:半導体ウエハーキャリア)。
同心度≤φ0.005mm(例:光ファイバーコネクタ)。
測定機器:
全寸法検査用三次元測定機(CMM)(精度±1μm)。
微小表面欠陥用光学式プロファイル計(例:スクラッチ深さ≤0.2μm)。
4. 表面処理と清浄度
表面仕上げ:
油圧バルブコアはRa≤0.4μmが必要(鏡面研磨/ホーニング)。
医療用インプラントは微細クラック除去のため電解研磨が必要。
防食処理:
アルミニウム部品には硬質アルマイト処理(厚さ20~50μm)。
航空宇宙部品にはPTFEまたはセラミックコーティング。
清浄度管理:
半導体部品にはクラス100クリーンルームが必要。
組立前の超音波洗浄(粒子残留物≤5μm)。
5. 環境・設備安定性
温度・湿度管理:
熱変形防止のため温度管理された作業場(20±1℃)(例:精密ベアリング加工)。
酸化防止のため湿度≤40%(例:マグネシウム合金部品)。
設備校正:
CNC機械はレーザー干渉計による8時間ごとの校正を実施。
プレス機械は定期的にトン数精度(±1%)を検証。
6. 品質検証と文書化
初回製品検査(FAI):全寸法レポートは顧客承認が必要。
工程監視:重要パラメータの統計的工程管理(例:CPK ≥1.67)。
トレーサビリティ:工程パラメータ(例:レーザー出力、切削速度)のバッチ記録。
業界別特別要件
| 業界 | 主要要件 |
| 航空宇宙 | NADCAP認証、疲労寿命試験(例:10^7サイクル)。 |
| 医療用インプラント | 生体適合性(ISO 13485)、滅菌バリデーション(EO/γ線)。 |
| 光学部品 | 光透過率≥99.8%、表面欠陥基準(例:MIL-PRF-13830B)。 |
将来の動向
スマート製造:AI駆動によるリアルタイムパラメータ調整(例:適応切削力制御)。
ハイブリッド積層/切削加工:ニアネットシェイピング3Dプリント+精密仕上げ。
ナノスケール加工:チップスケール構造向け集束イオンビーム(FIB)。
精密製造はエンドツーエンドのプロセス管理に依存する。わずかな見落とし(例:宇宙船ボルトの0.01mm誤差による打ち上げ失敗)が、壊滅的なロット不良につながる可能性がある。










 +86-13771171111111 +86-1338110517
+86-13771171111111 +86-1338110517 

 English
English 中文简体
中文简体 日本語
日本語 Deutsch
Deutsch Español
Español Bahasa Melayu
Bahasa Melayu