板金加工 平らな金属シートストックを完成した構造コンポーネントまたは機能コンポーネントに変換する一連の製造プロセスです。カスタム金属部品を指定するエンジニア、製造サービスを調達する調達マネージャー、および新しいアセンブリを開発する製品チームにとって、完全な製造シーケンスがどのように機能するか(各プロセスステップが何を、どのような順序で、なぜ行うか)を理解することは、正確な仕様を作成し、サプライヤーの能力を評価し、開発サイクル後半でコストのかかる製造可能性設計に関する問題を回避するために不可欠です。
このガイドでは、原材料から完成したコンポーネントに至る完全な板金製造プロセスを順番に説明し、各段階で何が達成されるか、また各段階での機器とプロセス パラメーターの選択が最終部品の品質にどのように影響するかを説明します。
板金製造には、部品やアセンブリを製造するために、金属板 (通常は鋼、ステンレス鋼、アルミニウム、銅、または亜鉛メッキ鋼) に適用されるすべての切断、成形、接合、仕上げ作業が含まれます。板金はその厚さによって定義されます。通常、ほとんどの製造コンポーネントでは 0.5 mm ~ 6 mm ですが、一部の構造用途ではより厚い板が使用され、一部の精密エレクトロニクス用途ではより薄いフォイル ゲージ材料が使用されます。
板金製造と機械加工の区別は、調達を決定する際に重要です。機械加工では、固体ビレットから切断によって材料を除去しますが、板金製造では主に平板を切断、曲げ、接合することで作業が行われます。板金は通常、構造エンクロージャ、ブラケット、パネル、フレーム、およびハウジング コンポーネントの機械加工よりも速く、材料効率が高く、コストが低くなります。機械加工は、平らなシートからは形成できない精密な固体部品 (シャフト、ハウジング、複雑な 3D 形状) に適したプロセスです。
製造プロセスは通常、レーザー切断から始まり、平坦な 2D ブランクを製造し、その後の段階でさらに加工されます。 CNC レーザー切断機は、高出力レーザー ビーム (金属切断には通常 2,000 ~ 20,000 W のファイバー レーザー) をシート表面に照射し、プログラムされた切断パスに沿って材料を溶融および蒸発させ、同時にアシスト ガス (窒素または酸素) が溶融した材料を切り口から吹き飛ばします。
ファイバーレーザー切断にはいくつかの性能特性があり、それが現代の板金製造における主要な切断技術となっています。軟鋼およびステンレス鋼の切断面の品質は通常、ほとんどの用途で二次仕上げを必要としないほど十分に滑らかです。切断速度は、特に薄い材料の場合、プラズマ切断よりも大幅に高速です。また、狭いカーフ幅 (材料の厚さとレーザー出力に応じて通常 0.1 ~ 0.3 mm) により、材料の利用率が最大化され、1 回の操作で微細なフィーチャ (スロット、穴、タブ) をきれいに切断できます。
レーザー切断段階では、タブ、スロット、および後続の曲げや組み立てのための位置決めフィーチャーがブランクに切り込まれます。レーザープログラミング段階でこれらの機能を正しく設計すると、下流のすべての作業が簡素化され、組み立て時間が大幅に短縮されます。正確に位置決めされたスロットを備えた適切に設計された平らなブランクが溶接中に自動的に組み立てられるため、多くの場合、治具が不要になります。
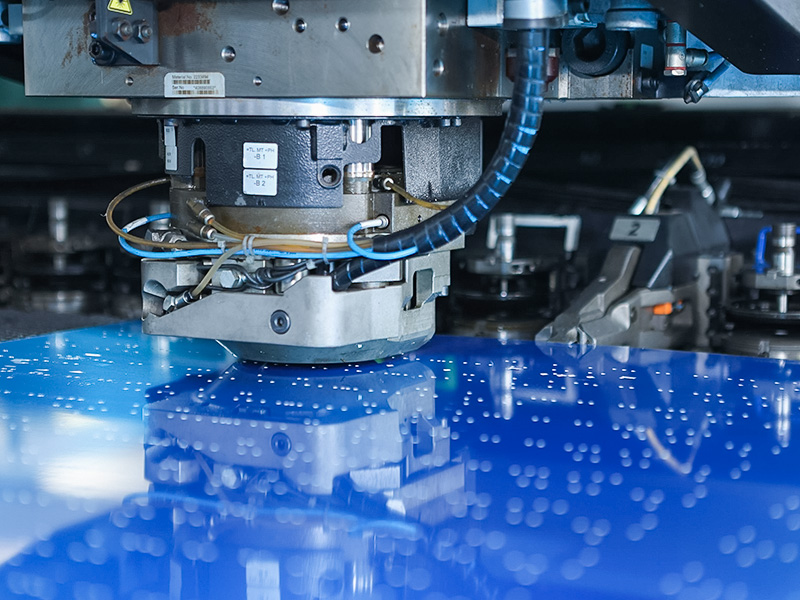
シート全体に多数の同一の穴、スロット、ルーバー、またはエンボス形状を必要とするコンポーネントの場合、CNC パンチ プレス加工は、これらの特定の機能に関してレーザー切断よりも速度の利点をもたらします。パンチプレスは、硬化した工具 (パンチ) を使用して、シートを突き抜けて対応するダイに押し込み、ワンストロークできれいな穴や形状をせん断します。最新の CNC タレット パンチ プレスは、回転タレット内に複数のツールを搭載しており、複雑な穴パターンや成形フィーチャを高速で実行できます (標準的なパンチ操作では 1 分あたり 300 ~ 600 ストローク)。
パンチプレス加工は、通気ルーバー、ねじタップ用の押し出し穴、エンボス加工された補強リブ、または皿穴の形状を必要とする板金コンポーネントに特に有利です。これらの特徴は、材料の除去ではなく材料の変形が必要なため、レーザー切断では生成できません。多くの製造ワークフローでは、レーザー切断とパンチ プレス加工は補完的です。レーザー切断は複雑な外部プロファイルと微細な内部フィーチャを処理し、パンチ プレスは繰り返しの穴パターンと成形フィーチャを効率的に処理します。
曲げまたは成形操作の前に、コイルの保管または事前の加工によって内部応力パターンが発生したシートメタルを平らにして、一貫した平坦度を達成する必要があります。レベリングマシンは、内部応力勾配を徐々に解決する一連の交互の上下ロールにシートを通過させ、表面全体で一貫した材料特性を備えた平らで応力が緩和されたシートを生成します。
レベリングは、ブランクの平坦度のばらつきが曲げ部品の角度誤差に直接変換される精密な曲げ作業では特に重要です。幅方向に 2 mm の反りがあるシートでは、許容範囲外となる可能性のある対応する角度偏差を持つ曲げ部品が生成されます。寸法の一貫性が重要な高精度のエンクロージャ、航空宇宙用ブラケット、計器パネルの場合、曲げる前にブランクを水平にすることはオプションの手順ではなく標準的な方法です。
曲げることにより、平らなブランクが最終的な 3D プロファイルに変換されます。 CNC プレス ブレーキは、パンチ ツール (上部ビーム) と V ダイ (下部ツール) の間にシートをクランプし、力を加えてシートをプログラムされた角度まで曲げます。最新の CNC プレス ブレーキは、リアルタイム角度測定センサーと適応型クラウニング システムを使用して、機械のたわみと材料のスプリングバックを補正し、曲げ全長にわたって ±0.1° 以上の角度精度を達成します。
曲げ順序 (どの曲げを最初に行い、どの曲げを最後に行うか) は、複雑な複数の曲げ部品にとって重要です。順序が間違っていると、その後の曲げ加工中に部分的に成形された部品がプレス ブレーキ ツールと衝突し、部品を完成させることができなくなる可能性があります。 CNC 曲げプログラムには、プログラミング プロセスの一部として曲げシーケンスの最適化が含まれており、新しい複雑な部品の場合は、生産実行前にプロトタイプのブランクを使用して試行曲げを行い、シーケンスを検証し、CAD と照合して最終寸法をチェックするのが標準的な方法です。
曲げに関する重要な材料パラメータは、材料の厚さに対する最小曲げ半径です。厚い材料や硬い材料の半径をきつく曲げすぎると、曲げの外側表面に亀裂が発生します。軟鋼の最小内側曲げ半径は通常、材料の厚さの 1 倍です。ステンレス鋼の場合、1.5 ~ 2×。アルミニウムの場合、合金と焼き質に応じて 1 ~ 1.5 倍。部品図面で材料の最小値を下回る曲げ半径を指定すると、製造業者はその仕様を拒否するか、部品の亀裂の危険にさらされることになります。これは、経験豊富な製造業者によるレビューで早期に発見される、製造性を考慮した設計に関する一般的なエラーです。
エンクロージャ、フレーム、構造アセンブリなど、複数の部品で構成される板金コンポーネントは、曲げた後に溶接によって接合されます。板金製造における最も一般的な溶接プロセスは MIG (GMAW)、TIG (GTAW)、およびスポット溶接であり、それぞれが異なる接合タイプ、材料の厚さ、品質要件に適しています。
MIG 溶接では、溶接ガンを通して連続的に供給される消耗品のワイヤ電極を使用します。これは、外観よりも溶接速度が重要な構造用板金アセンブリの標準プロセスです。 TIG 溶接は、非消耗品のタングステン電極を使用し、よりクリーンでより制御可能な溶接池を生成します。これは、溶接の外観が重要なステンレス鋼部品、溶け込みのリスクを最小限に抑える必要がある薄い材料、およびアルミニウムに適したプロセスです。スポット溶接は、重なり合う 2 つのシート表面間の接触点の電気抵抗を利用して、フィラーメタルを使用せずにそれらを融合します。これは、自動車や家電製品のボディパネルアセンブリで一般的に使用される、薄いシートの重ね接合に高速かつ安定した溶接です。
自動およびロボット溶接システムにより、大量の繰り返しアセンブリにおける溶接の一貫性と速度が向上します。プロトタイプおよび少量のカスタム製造では、熟練したオペレーターによる手動の TIG および MIG 溶接が最も柔軟なアプローチです。手動溶接か自動溶接かの選択は、デフォルトの優先設定ではなく、量、形状の複雑さ、品質要件によって決定される必要があります。
プレスリベット留めでは、溶接熱を使わずに、ねじ付きファスナー (ナット、スタッド、スタンドオフ、パネルファスナー) を板金コンポーネントに永久的に取り付けます。油圧プレス リベット締め機は、制御された力でファスナーをあらかじめパンチされた穴に押し込み、ファスナーのローレット付きシャンクをシート素材にコールドフローさせて、永久的なトルク耐性のある取り付けを実現します。
プレス取り付けファスナー (PEM ファスナーおよび同等品) は、板金エンクロージャ、コントロール パネル、および電子機器のハウジングで標準であり、十分なネジの係合のために直接タップすることができない薄いシートにネジ接続を行う必要があります。溶接ナットに比べてプレス リベット留めの利点は、プロセスが清潔であることです。つまり、熱が発生せず、溶接スパッタがなく、熱入力によるシートの歪みのリスクがないため、表面仕上げを保護する必要がある精密塗装または粉体塗装のコンポーネントに推奨されるファスナー取り付け方法となっています。
板金コンポーネントの工業用研磨には 2 つの目的があります。1 つは後続のコーティングプロセスのための表面処理、もう 1 つは地金またはブラッシュメタル仕上げのまま残されるコンポーネントの最終化粧仕上げです。研磨ベルト研磨により、製造されたアセンブリから溶接マーク、スケール、傷、表面の凹凸が除去されます。振動仕上げでは、コンポーネントを研磨媒体でタンブルしてエッジのバリを取り除き、複雑な形状全体にわたって一貫した表面テクスチャを生成します。
地金表面が最終仕上げとなる食品加工、製薬、または建築用途向けのステンレス鋼コンポーネントの場合、多段階の研磨 (粗研磨、中研磨、徐々に細かい研磨材を使用した精密研磨) により、用途に応じて指定されたブラシ仕上げ、鏡面仕上げ、または電解研磨仕上げが得られます。表面仕上げが単なる美的要件ではなく機能要件である場合、Ra (平均粗さ) 表面仕上げ値を図面に指定する必要があります。
ほとんどの構造用板金コンポーネントの最終段階は、表面コーティング (通常は粉体塗装または液体スプレー塗装) です。これにより、腐食防止、耐紫外線性、指定された色と質感の外観が得られます。自動スプレー コーティング システムは静電塗布を使用して、手動スプレーでは一貫してコーティングするのが難しい凹部や内部コーナーなどの複雑な形状全体にわたって一貫した膜厚を実現します。
粉体塗装(静電気を帯びた乾燥粉末を塗布し、その後 180 ~ 200 °C のオーブンで硬化する)は、産業、商業、および消費者用途における構造用板金コンポーネントの主要な仕上げです。硬くて耐久性があり、耐薬品性のフィルムを 1 回のコートで生成し、溶剤の放出がなく、無駄を最小限に抑えます。フィルムの厚さは、一般的な液体プライマーとトップコートのシステムでは 25 ~ 50 ミクロンであるのに対し、通常は 60 ~ 100 ミクロンです。特定の光沢レベル、テクスチャ(滑らか、しわ、マット、ハンマートーン)、または RAL カラーマッチングを必要とするコンポーネントの場合、粉体塗装は生産バッチ全体で一貫した再現可能な結果をもたらします。
| 能力領域 | 確認すべき内容 | なぜそれが重要なのか |
|---|---|---|
| レーザー切断 | レーザー出力(kW)、最大シートサイズ、材料厚さの範囲 | 加工できる材質と厚さを決定します |
| CNC曲げ加工 | プレスブレーキのトン数、最大曲げ長さ、角度精度仕様 | 最大部品サイズと達成可能な角度公差を決定します |
| 溶接 | 利用可能なプロセス (MIG/TIG/スポット)、自動化機能 | ジョイントの品質とボリュームのスケーラビリティを決定します |
| 表面仕上げ | 塗装種類、色合わせ、膜厚指定 | 腐食性能と外観の一貫性を決定します |
| 品質システム | ISO9001認証取得、三次元測定機測定機能 | トレーサビリティと寸法検証の厳密さを決定します |
| 社内プロセス範囲 | どの段階が社内か下請けか | 下請けの工程によりリードタイムと品質管理のギャップが増大する |
| プロトタイプ機能 | 最小発注数量、試作リードタイム | 設計の反復をどれだけ早く検証できるかを決定します |
| DFM のサポート | 見積前の図面のエンジニアリングレビュー | 工具や生産への投資前に設計エラーを発見 |
最も一般的に製造される板金は、軟鋼 (冷間圧延および熱間圧延)、ステンレス鋼 (ほとんどの用途では 304 および 316 グレード)、アルミニウム (5052 および 6061 合金が製造標準です)、亜鉛メッキ鋼、および電解亜鉛めっき鋼 (SECC) です。銅と真鍮は電気および装飾用途向けに製造されますが、鋼と比較して硬度、延性、熱伝導率が異なるため、特定の工具やプロセスの調整が必要です。材料の選択は、製造プロセスのあらゆる段階に影響します。レーザー切断パラメータ、曲げ半径、溶接プロセス、コーティングの適合性はすべてベースメタルによって変化します。そのため、板金コンポーネントの開発においては、材料仕様が最初の設計決定となります。
達成可能な公差はプロセス段階によって異なります。レーザーカットされた薄い鋼の穴の位置と外部プロファイルは、適切な装置とプログラミングを使用すれば、±0.1 ~ 0.15 mm を維持できます。曲げ寸法は、材料のスプリングバックの変動により本質的に精度が低くなります。CNC の製造曲げでは、全長で ±0.3 ~ 0.5 mm、曲げ角度で ±0.1 ~ 0.3° が一般的です。溶接されたアセンブリには、すべての部品と接合部のギャップによる公差が蓄積されます。入熱による溶接歪みによりさらに変化が生じます。全体的な寸法公差が厳しいアセンブリの場合、位置調整用の長穴や基準データなどの調整機能を設計する方が、溶接だけで厳しい積層公差を保持しようとするよりも実用的です。
板金製造図面には、フラット パターン (切断プロファイルと穴の位置を示す展開されたブランク レイアウト) と 3D 成形図 (曲げ角度、方向、およびアセンブリ全体の寸法を示す) の両方が含まれている必要があります。材料のグレードと厚さ、最小曲げ半径、表面仕上げ (Ra 値またはコーティング仕様)、および検査が必要な重要な寸法を指定することが不可欠です。複雑なアセンブリの場合、2D 図面と 3D CAD モデル (STEP 形式) を併用することで、製造業者の CNC プログラミング チームは 2D 投影を解釈するのではなく、形状から直接作業できるようになります。 3D モデルを提供すると、見積りのリードタイムが大幅に短縮され、複雑なマルチベンド部品のプログラミング エラーのリスクが大幅に軽減されます。
カスタム板金コンポーネントのプロトタイプのリードタイムは、部品の複雑さと製造者の現在の作業負荷に応じて、通常 5 ~ 15 営業日です。これには、プログラミング、切断、曲げ、溶接、仕上げ、検査が含まれます。確立されたプログラムによる繰り返し注文の生産実行リードタイムは、通常 10 ~ 25 営業日です。リードタイムは、表面塗装段階(ほとんどの注文では粉体塗装のバッチサイクルと硬化時間により 3 ~ 5 日追加されます)と、複数部品アセンブリの溶接および組立段階の複雑さによって最も大きく影響されます。図面の明確化サイクルが製造遅延の最も一般的な原因であるため、引き合いの段階で完全で正確な図面を提供し、見積を迅速に承認することは、リードタイムを最小限に抑えるための買い手にとって最も効果的なツールです。
レーザー切断 | パンチプレス | ベンディングマシン | 溶接 | プレスリベット留め | 研磨 | レベリング | スプレー塗装 | カスタムサービス | お問い合わせ

 +86-13771171111 +86-13338110517
+86-13771171111 +86-13338110517 

 English
English 中文简体
中文简体 日本語
日本語 Deutsch
Deutsch Español
Español Bahasa Melayu
Bahasa Melayu