レーザー切断 およびプラズマ切断は、板金製造で最も広く使用されている 2 つの熱切断技術です。どちらもエネルギーを使用して、プログラムされた経路に沿って材料を溶かして除去することで金属を切断します。どちらも CNC 制御されており、平らなシート素材から複雑な 2D プロファイルを作成できます。しかし、これらは根本的に異なる物理原理に基づいて動作し、材料の種類や厚さによって性能が異なります。また、どちらかを選択することによるコストと品質への影響は、エンジニアや調達チームが金属切断プロセスを指定する際に解決すべき最初の技術的問題の 1 つとなるほど重要です。
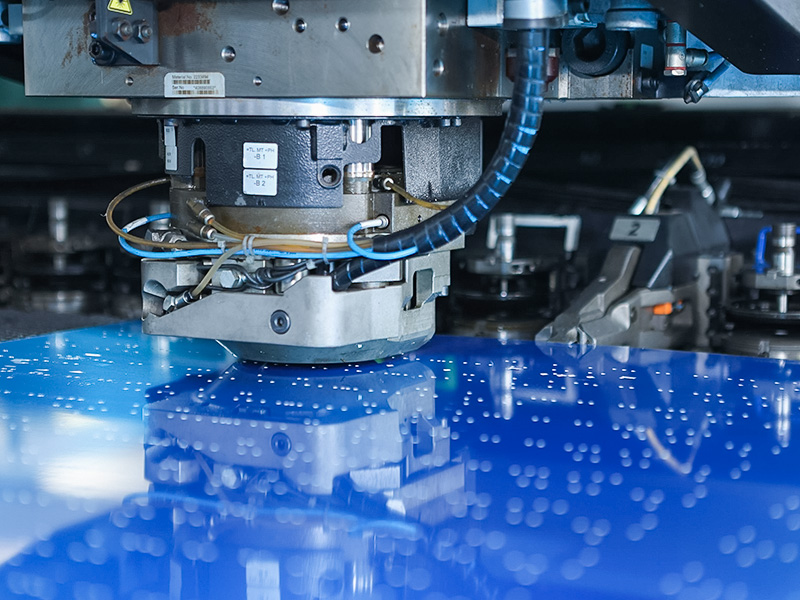
レーザー切断機は、最新の産業システムのファイバーレーザー源によって生成された高出力レーザービームを金属表面の小さな焦点に集束させます。焦点での集中エネルギー密度により金属が溶融し、部分的に蒸発しますが、同軸の補助ガス ジェット (窒素または酸素) が溶融した材料を切り口から吹き飛ばし、切断面から吹き飛ばします。 CNC コントローラーはプログラムされたパスに沿って切断ヘッドを移動させ、連続的な切断を行います。
ファイバー レーザー テクノロジーは、事実上すべての新しい設備で金属切断の標準として CO2 レーザーに取って代わりました。ファイバーレーザーは、電気エネルギーをより効率的にレーザー光に変換し(壁コンセントの効率が約 30 ~ 40%、CO₂ の場合は 10 ~ 15%)、金属により効率的に吸収される短波長のビームを生成します。また、ビームはガス放電管ではなく固体ファイバー媒体で生成されるため、メンテナンスの必要性が少なくなります。最新のファイバー レーザー切断システムは、2kW から 20kW 以上の出力定格で利用でき、出力が高いほど切断速度が速くなり、材料の最大厚さが大きくなります。
プラズマ切断システムは、圧縮ガス (用途に応じて空気、窒素、酸素、またはアルゴンと水素の混合物) に電気アークを通過させ、プラズマ (アーク コアで通常 20,000 ~ 25,000 °C) の極めて高温のイオン化ガスを生成します。このプラズマ ジェットは切断点で金属を溶かし、ガス流の運動エネルギーによって溶融した材料が切り口から吹き飛ばされます。
プラズマ切断では集光された光ビームが必要ないため、切断ヘッドをレーザー ヘッドよりもワークピースの表面から離れた距離に配置でき、プロセスは表面の汚れ、スケール、塗装に対してより耐性があります。高精細プラズマ システムは、精密に制限されたプラズマ アークを使用し、古い従来のプラズマ システムよりも大幅に優れた切断品質と狭い切り口幅を実現し、特に厚い材料の場合、レーザー切断との品質ギャップを狭めます。
| 特徴 | ファイバーレーザー切断 | プラズマ切断(高精細) |
|---|---|---|
| 切断原理 | 集束したレーザービームが材料を溶かして蒸発させる | イオン化プラズマアークは材料を溶かします。ガスブローでスラグを除去 |
| 切断面の品質 (薄いシート <6mm) | 優れた - 滑らかで直角なエッジ、二次仕上げは不要 | HD プラズマでは良好 - わずかなベベル、低グレードのシステムでは多少の汚れあり |
| 切断面の品質 (厚板 >20mm) | 良好から中程度 — 熱の影響を受けるゾーンは厚さとともに増加します | 非常に良い — プラズマは厚いプレート上で良好に機能します |
| カーフ幅 (標準) | 薄物では0.1~0.3mm | 標準システムでは 1.5 ~ 3 mm。 HD プラズマでは 0.8 ~ 1.5mm |
| 位置精度 | ±0.05~0.1mm(代表値) | ±0.5 ~ 1 mm (代表値) (HD プラズマ ±0.2 ~ 0.4 mm) |
| 最小穴サイズ | 材料の厚さと同じ(または薄いシートではそれより小さい) | 最小材料厚さの約 2 倍 |
| 薄板(1~3mm)の速度 | 非常に高速 — ファイバーレーザーは薄い材料に優れています | 薄いシート上ではレーザーより遅い |
| 厚板(20~50mm)の速度 | 厚さが厚いと速度が遅くなり、運用コストが高くなります | 厚板の場合はより速く、より低いメートルあたりのコストを実現 |
| 最大厚み(軟鋼) | 高出力システム (12 ~ 20kW) で最大 30 ~ 40mm | 頑丈なシステムでは最大 80 ~ 100mm |
| ステンレス鋼の機能 | 優れた - クリーンな窒素アシストカット | 良好 - 適切なガス混合が必要です。レーザーよりもドロスが多い |
| アルミニウムの能力 | 良好 - 標準合金の窒素アシスト | 中程度 - レーザーよりもドロスが多く、切り口が広い |
| 熱影響部 (HAZ) | 狭い — 隣接する材料の冶金的変化が最小限に抑えられます | より広い - より多くの熱入力が隣接するゾーンに影響を与える |
| 運営コスト | より高い — レーザー源、光学系、アシストガス | 下位 - 消耗品(電極、ノズル)が安価 |
| 資本コスト | 高い - ファイバーレーザーシステムはより高価です | 低い - プラズマ システムは初期資本コストが低くなります |
| 表面状態の許容差 | 一貫した結果を得るには、清潔で平らな素材が必要です | スケール、錆、表面汚染に対する耐性が向上 |
| 最高のアプリケーション | 0.5 ~ 20mm の精密板金、複雑なプロファイル、微細な形状 | 構造プレート 10 ~ 80 mm、精度があまり重視されない切断 |
厚さ 0.5 ~ 12 mm の範囲の板金製造 (ほとんどのエンクロージャ、パネル、ブラケット、フレーム製造の中核) では、ファイバー レーザー切断は、プラズマ切断では実現できない切断品質と寸法精度を実現します。狭いレーザーカーフ、四角い切断エッジ、±0.1 mm の位置精度により、小さな穴、細かいスロット、公差の厳しいプロファイルを 1 回の操作できれいに切断できます。プラズマでは、同等の寸法精度を達成するために同じ機能に二次的な穴あけや仕上げが必要となり、プロセスステップとコストが追加され、精密作業に対するプラズマの資本コストの利点が失われます。
窒素アシストガスを使用したレーザー切断では、ステンレス鋼に酸化物のないきれいな切断端が生成され、溶接や研磨前の切断後の洗浄は必要ありません。ステンレス鋼をプラズマ切断すると、切断端により多くの熱が導入され、熱影響を受ける領域が広くなり、切断面に窒素が蓄積して後続の溶接部に気孔が発生する可能性があります。溶接品質と表面仕上げが重要な食品加工、製薬、または建築用途のステンレス鋼コンポーネントの場合、レーザー切断がプロセス標準です。
集束されたレーザースポット (通常、ワークピースの直径は 0.1 ~ 0.3 mm) により、1 mm の鋼材に 1 mm のスロットや 1.5 mm の穴ほどの小さな内部フィーチャを正確に切断できます。プラズマ切断の有効切断幅が大きいため、このスケールのフィーチャを許容公差内で製造することは不可能です。通気スロット、ケーブル配線カットアウト、取り付け穴パターン、スナップフィットタブを使用して設計された部品の場合、レーザー切断が唯一の実用的な熱切断オプションです。
レーザー切断プログラムは最小限のセットアップ時間で CAD データから直接作成されます。新しい部品のプログラミングには数分かかり、最初の切断は工具への投資なしで行うことができます。このため、代替プロセス (スタンピング、パンチング) の工具コストを十分な量で償却できないカスタム製造、プロトタイピング、および低~中量生産では、レーザー切断がデフォルトの選択肢となります。プログラム変更により同じ機械から任意のプロファイルを切断できる柔軟性は、ツールに依存するプロセスに対するレーザー切断の基本的な操作上の利点です。
厚さ 20 ~ 80 mm の範囲の構造用鋼板 (構造フレーム、重機の基部、船舶のセクション、圧力容器のコンポーネント) を切断する場合、プラズマ切断はレーザー切断よりも速く、コスト効率が高くなります。 25 mm 軟鋼では、高出力プラズマ システムにより 1,500 ~ 2,000 mm/min で切断されます。同等の厚さの 12kW ファイバーレーザーは、600 ~ 900 mm/min で切断しますが、運用コストは大幅に高くなります。精密シートではなく厚板を主な仕事とする構造製造業者にとって、プラズマ切断は依然として経済的に合理的な選択肢です。
レーザー切断では、一貫した結果を得るために、表面状態が良好で、清潔で平らな素材が必要です。熱間圧延プレート、ミルプライマー、ペイント、または錆からの表面スケールはレーザービームを散乱させ、切断品質を低下させます。プラズマ切断は表面汚染に対する耐性が大幅に高く、レーザー システムの光感度を必要とせずにプラズマ アークがスケールやコーティングを焼き尽くします。熱間圧延された構造部分や、切断前の表面処理が現実的でないプレコーティングされた材料の切断作業では、プラズマがより堅牢なプロセスの選択肢となります。
レーザー切断とプラズマ切断の決定は、主に材料の厚さと必要な精度によって決まります。
0.5mm ~ 20mm の板金製造 (産業用エンクロージャ、コントロール パネル、ブラケット、フレーム、家電製品のコンポーネントの圧倒的多数) では、ファイバー レーザー切断が標準仕様です。この厚さ範囲における切断品質、寸法精度、柔軟性はプラズマの比ではありません。レーザー装置の資本コストの高さは部品ごとの価格に反映されていますが、二次仕上げ作業が不要になり、追加の加工ステップなしで厳しい公差を維持できるため、レーザーは精密加工における総コストのより低い選択肢になります。
20 mm を超える構造プレートの切断、または表面状態が変化し、切断エッジの精度要件がそれほど高くない熱間圧延構造セクションの大量切断の場合、高解像度プラズマ切断は、レーザーでは匹敵できないコストと速度の利点を提供します。
フルサービスの委託製造業者を含む最新の板金製造施設のほとんどは、レーザーとプラズマの両方の切断システムを稼働させて、材料の厚さの全範囲をカバーし、用途に応じてプロセスの選択を最適化しています。製造パートナーを評価する際は、特定の材料と厚さにどの切断技術が適用されるかを確認し、生産数量を確定する前に、エッジ品質評価のために必要な厚さでのサンプル切断を依頼してください。
はい - ファイバーレーザー切断は、適切なパラメータの選択とアシストガスの選択により、ステンレス鋼、アルミニウム、軟鋼、亜鉛メッキ鋼、銅、真鍮を処理します。ステンレス鋼は、切断面の酸化を防ぐために窒素を使用して切断されます。アルミニウムの場合は、厚さに応じて窒素またはクリーンエアアシストが必要です。軟鋼は、多くの場合、最大速度を得るために薄い厚さで酸素を使用して切断するか、よりきれいな刃先を得るために窒素を使用して切断します。必要なレーザー出力は材料の硬度と反射率に応じて増加します。アルミニウムや銅は鋼よりも反射率が高く、高出力または高反射材料用に設計された特定のファイバー レーザー構成が必要です。指定する前に、特定のレーザー システムがどの材料に対して評価されているかを製造業者に確認してください。
プラズマ切断では、プラズマ アークが完全な円筒形ではないため、切断端にわずかな角度のベベル (通常は 1 ~ 3°) が生じます。プラズマ アークはわずかに円錐形で、切断面の上部の方が下部よりも幅が広くなります。高精細プラズマ システムでは、ベベルを 0.5 ~ 1° に減らす、よりきつく絞られたアークが使用されますが、ベベルをなくすことはできません。レーザー切断では、集束ビームのプロファイルがより円筒形になるため、名目上は正方形の切断エッジ (適切な装置と設定では 0 ~ 0.5° のベベル) が生成されます。カットエッジの直角度がフィッティングまたはシーリング要件であるアプリケーション (ガスケット付きパネル、公差が厳しいアセンブリ) では、プラズマベベルの問題を回避するためにレーザー切断が指定されています。
ファイバーレーザー切断は、高出力システム (15 ~ 20kW) で最大 30 ~ 40 mm の軟鋼を加工できますが、厚さが 20 mm を超えると、1 メートルあたりの運用コストが大幅に上昇し、プラズマと比較して切断速度が低下します。主に 25 mm 以上の切断を行う構造製造業者の場合、板金加工用のレーザー システムも運用している場合でも、経済的な観点から厚板加工にはプラズマが有利です。ほとんどのフルサービス製造業者は、シートと軽量プレートの場合はレーザー、重い構造プレートの場合はプラズマまたは酸素燃料など、材料の厚さによってこの決定を行います。
レーザー切断とウォータージェット切断は、同等の位置精度 (良好な装置では ±0.1 ~ 0.15 mm) を達成しますが、特定の用途にとって重要な点で切断特性が異なります。ウォータージェット切断は冷間プロセスであり、熱の影響を受ける部分がなく、切断端で材料の硬度が変化しないため、工具鋼、チタン、複合材料、石材、ガラスなどの熱に弱い材料に適しています。レーザー切断は、シート製造の厚さ範囲の金属に対してより高速かつコスト効率が高くなります。標準的なスチールおよびアルミニウムの板金製造では、熱の影響を受けるゾーンが機能的に問題にならないため、レーザー切断のほうが高速かつ低コストで、同等の精度が得られます。
レーザー切断サービス | パンチプレス | ベンディングマシン | 溶接 | スプレー塗装 | カスタム製作サービス | 見積もりをリクエスト

 +86-13771171111 +86-13338110517
+86-13771171111 +86-13338110517 

 English
English 中文简体
中文简体 日本語
日本語 Deutsch
Deutsch Español
Español Bahasa Melayu
Bahasa Melayu