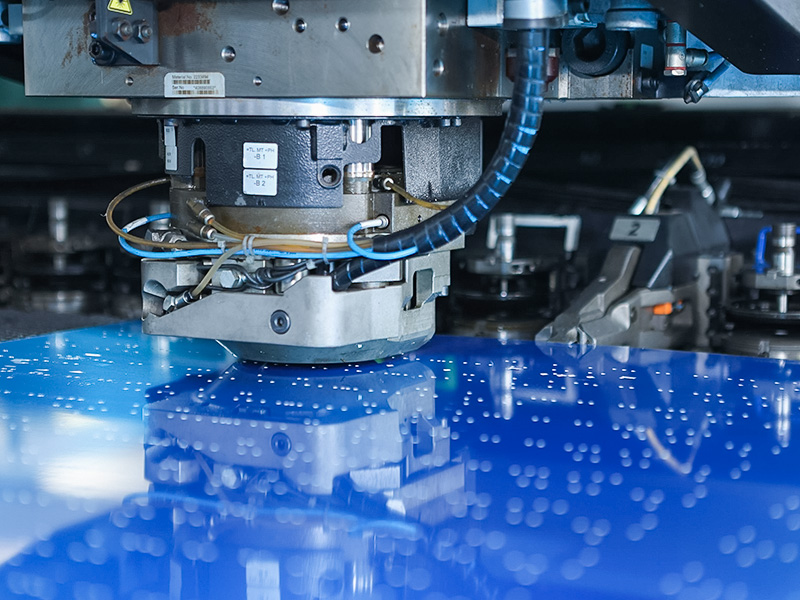
パウダーコーティングでは、静電スプレーガンを使用して、乾燥した細かく粉砕されたポリマーパウダー(通常はポリエステル、エポキシ、ポリウレタン、またはエポキシとポリエステルのハイブリッド配合物)を金属表面に塗布します。ガンは粉末粒子に正の電荷を与え、粉末粒子は接地された (負に帯電した) 金属ワークピースに引き寄せられ、静電気で付着します。次に、コーティングされた部品を硬化オーブンに移し、180 ~ 200°C の温度で 15 ~ 20 分間加熱すると、粉末が溶けて流れ出し、架橋して連続した硬く接着性のフィルムが形成されます。
静電塗布は、粉体塗装の品質上の利点の鍵です。帯電した粉体粒子は、直接露出した表面だけでなく、液体スプレーでは得られない程度の自己補正でエッジの周囲や凹部に回り込みます。その結果、内側の角、エッジの半径、凹部などの複雑な 3 次元形状にわたって、液体スプレーよりも均一な膜厚が得られます。 1 回のパウダーコート塗布では 60 ~ 100 ミクロンの膜厚が標準ですが、これは 1 回の液体ペイント コートよりも大幅に厚く、コーティングの耐久性に直接寄与します。
液体スプレー塗装では、制御された空気圧でスプレーガンを通して、溶媒に溶解した (溶剤系) または水に懸濁した (水系) 液体塗料を噴霧し、部品の表面に塗料の薄膜を堆積させます。塗布されたフィルムは、溶媒の蒸発によって乾燥するか (自然乾燥システムの場合)、化学架橋によって硬化します (2 成分ポリウレタンおよびエポキシ システムの場合)。金属部品用の完全な液体塗装システムには通常、接着と腐食保護のための金属プライマー、膜形成のための中塗り、そして色と表面品質のための上塗りという複数の塗装が含まれます。粉体塗装の 1 回塗装プロセスに対して、3 回の別々の塗布と乾燥サイクルです。
液体塗装は、粉体塗装では実現できない機能を提供します。オーブンを使用せずに室温で塗布できるため、大規模なアセンブリ、熱に敏感なアセンブリ、および粉体塗装では現実的ではない現場でのタッチアップに適しています。特殊な液体コーティング - 耐熱性、耐薬品性、抗菌性の 2 成分エポキシ - は、標準のパウダー コート配合が利用できない用途をカバーします。また、液体塗装は、航空宇宙、自動車 OEM、精密機器の用途で使用される非常に薄い膜の構築 (10 ~ 25 ミクロン) を実現できます。これらの用途では、厳しい寸法公差がコーティングの厚さによって影響を受けます。
| 特徴 | 粉体塗装 | 液体スプレー塗装 |
|---|---|---|
| 応募方法 | 静電ドライパウダー; 180 ~ 200°C のオーブンで硬化 | 霧化された液体。システムに応じて、自然乾燥またはオーブン乾燥 |
| 膜厚(標準) | 60 ~ 100 ミクロン — シングルコート | 1回のコートあたり25〜50ミクロン。マルチコートシステムは通常合計80~150μm |
| コーティングの均一性 | 優れた — 静電ラップがエッジと凹部をカバー | 可変 — 垂直面での走行とたわみ。端が薄い |
| 耐衝撃性 | 優れた - 厚い架橋膜がチッピングに強い | 中程度 - フィルムが薄いと欠けやすくなる |
| 耐傷性 | 優れた - 硬い熱硬化性表面 | トップコートの種類に応じて良好から中程度 |
| 耐薬品性 | 配合に応じて、良好(ポリエステル)から優れた(エポキシ)まで | 優れた — 2 成分のエポキシおよびポリウレタン システムが利用可能 |
| 耐食性 | 優れた - 厚い連続フィルム | 良好 — プライマーを使用したマルチコートシステムにより優れた保護を提供します |
| 耐紫外線・耐候性 | 優れた (ポリエステル) — 屋外定格の標準配合 | ポリウレタントップコートとの相性も抜群。エポキシ トップコート チョーク 屋外 |
| 色の範囲 | RAL の全範囲。 MOQによるカスタムカラー | RAL の全範囲。カスタムで少量混合 |
| 光沢/テクスチャのオプション | マット / サテン / 光沢 / 質感 / シワ / ハンマートーン | マット/サテン/グロス;テクスチャのオプションが少なくなる |
| 熱に弱い | 180 ~ 200°C のオーブンで硬化する必要があります - 熱に弱い部品には適していません | 室温で適用可能 - あらゆるアセンブリに適しています |
| 部品サイズの制限 | オーブンとスプレーブースのサイズによって制限される | 実際のサイズ制限なし - 現場で適用可能 |
| オーバースプレー廃棄物 | 低 — オーバースプレーは回収可能で再利用可能 | 過剰なスプレーは無駄です。それは回復できません |
| VOC排出量 | ごくわずか – 溶剤不使用 | 顕著(溶剤系)。減少しているが存在(水性) |
| 環境コンプライアンス | 規制上の負担が少ない - ほとんどの管轄区域では VOC 許可がありません | 規制上の負担が増大 — VOC 制限、有害廃棄物 |
| 色変更のリードタイム | 色ごとにブースの清掃が長くなる | より速く - ガンのフラッシュと補充。素早い色変更が可能 |
| 修理・タッチアップ | 難しい — オーブンで硬化する必要があります。完全な再コーティングが必要になる場合が多い | 簡単 — 液体タッチアップ スプレーで現場修理が可能 |
| 量産単価 | 低い - 高い転写効率、シングルコート、高速サイクル | 高い - マルチコート、低い転写効率、より長い乾燥時間 |
| 最高のアプリケーション | 標準的な産業用および商業用板金部品 | 大規模アセンブリ、熱に弱い部品、現場での応用、特殊コーティング |
エンクロージャ、パネル、ブラケット、フレーム、ハウジングなどの板金加工コンポーネントの大部分では、粉体塗装がデフォルトの仕様になっていますが、これには十分な理由があります。 1 回の塗布ステップでの厚く耐久性のあるコーティング、溶剤排出ゼロ、回収可能なオーバースプレー廃棄物、および平方メートルあたりの総コーティングコストの削減の組み合わせにより、標準的な産業および商業用途にとって技術的に優れており、経済的にも最適な選択肢となります。
標準的な粉体塗装の膜厚は 60 ~ 100 ミクロンで、同等の液体塗装システムよりも大幅に優れた耐衝撃性が得られます。そのため、粉体塗装された板金部品は、薄い液体塗装仕上げでは欠けや傷が発生する取り扱い、輸送、設置、サービス条件を通じてその外観を維持します。産業または商業環境で組み立て、輸送、使用される製品 (制御パネル、機械ガード、電気筐体、家具フレーム) の場合、この耐衝撃性により、表面損傷のクレームや再加工の割合が直接減少します。
ポリエステルベースの粉体塗料は、屋外および一般産業用途の標準配合です。純粋なポリエステルは、優れた耐紫外線性を備え、屋外に直接さらされても色が 5 ~ 10 年間光沢と色合いを保ちます。また、優れた機械的特性と低刺激の化学薬品に対する耐性も備えています。ポリエステル パウダー コートは、屋外で使用される板金部品 (電気キャビネット、ストリート ファニチャー、建築用金属加工品、ファサード コンポーネント、露出環境での機器の筐体など) に適した仕様です。超耐久性のポリエステル配合は、屋外での色保持を 15 ~ 20 年に延長し、建物の耐用年数にわたる交換パネル間の色の一致が重要な建築ファサード用途に仕様化されています。
エポキシ粉体塗装はポリエステルに比べて優れた耐食性と耐薬品性を備えているため、工業用化学物質、加工環境、海洋条件にさらされる部品の仕様となっています。トレードオフは UV 性能です。エポキシ トップコート、チョークは直射日光で急速に劣化するため、ストレート エポキシ パウダー コートは屋外用途には適していません。エポキシパウダーコートは、ポリエステルトップコートの下のプライマーコートとして広く使用されています。エポキシプライマーは腐食性能と接着性能を提供します。ポリエステルのトップコートは耐紫外線性と耐候性を提供します。この 2 コート システムは、最大限の腐食保護と屋外耐久性の両方を必要とする高性能工業部品向けに仕様化されています。
エポキシ - ポリエステル ハイブリッド粉体塗装は、ストレート エポキシと比較して表面品質の向上とエポキシの耐食性のバランスをとります。これらは、屋外での UV 耐性は必要ありませんが、優れた機械的耐性と化学的耐性が必要な、一般的な屋内板金部品 (電子機器の筐体、家具コンポーネント、家電パネル) に最も一般的な配合です。ハイブリッド コーティングは一般に、純粋なポリエステルまたは純粋なエポキシ配合物よりもコストが低く、標準的な屋内商業および産業用途のデフォルトの選択肢です。
粉体塗装と液体塗装の両方の性能は、塗装前の表面処理に大きく依存します。不適切な下地処理を補うコーティング配合物はありません。コーティングが粉末であろうと液体であろうと、表面処理が不十分であると、コーティングが早期に破損する主な原因となります。
板金部品の場合、粉体塗装のための標準的な表面処理には、加工油を除去するための脱脂、潤滑剤の塗布、および汚染の処理という 3 つの段階が含まれます。酸化スケールやミルスケールを除去するための機械的または化学的洗浄。化成皮膜(通常はリン酸鉄またはリン酸亜鉛)は、粉末に化学的接着キーを提供し、皮膜の下の耐食性を向上させます。化成皮膜は特に重要です。リン酸塩前処理なしで塗布された粉体塗装は、皮膜自体の性能に関係なく、湿気にさらされると溶接部や切断面で鋼から剥がれてしまいます。
粉体塗装サプライヤーが使用する前処理システムは、板金製造パートナーを評価する際に尋ねるべき品質に関する最も重要な質問の 1 つです。完全なリン酸塩前処理ラインは、工業品質の粉体塗装の最低基準です。前処理オプションとしてのショット ブラストは、スチール表面に機械的なアンカー プロファイルを作成し、農業機械や建設機械など、最大限の耐久性が必要な部品にさらに優れたコーティング密着性を提供します。
ほとんどの板金用途では、粉体塗装は標準的な液体スプレー ペイントよりも耐久性が高くなります。より厚いフィルム(単一液体コートの場合は 60 ~ 100 ミクロン対 25 ~ 50 ミクロン)、硬化した粉末の熱硬化性架橋化学反応、および静電塗布の均一性が組み合わさって、一般的な産業および商業上の使用条件下で同等の液体ペイント システムより効果的に欠け、引っかき傷、腐食に耐性のあるコーティングを生成します。高性能の 2 成分液体システムでは、比較はさらに微妙になります。適切に塗布された 2 成分ポリウレタンまたはエポキシ液体システムは、特定の耐薬品性用途において、より高いコストで標準的なパウダー コートの性能と同等またはそれを上回ることができます。
いいえ - 粉体塗装は既存の塗装や錆の上に塗装することはできません。粉体塗装には、適切に洗浄および前処理された地金基板が必要です。既存のコーティングの上に粉末を塗布すると、基板への粉末の適切な付着と静電引力が妨げられます。錆の上に粉末を塗布すると、コーティングの下に腐食生成物が閉じ込められ、故障点が生じます。既存のコーティングや表面錆のある部品の場合、粉体塗装を施す前に、研磨ブラスト、化学剥離、または機械研磨によって、古いコーティングや錆を完全に除去する必要があります。この剥離ステップにより再コーティング作業に時間とコストが追加されますが、これが、現場での摩耗部品の補修コーティングよりも新しい部品の場合に粉体塗装の方が経済的である理由の 1 つです。
粉体塗装は通常、板金製造プロジェクトの最終組み立てと発送前の最後のプロセスステップです。コーティング サイクル自体 (前処理、乾燥、粉末塗布、硬化、冷却) には、バッチごとに 2 ~ 4 時間かかります。生産工程における粉体塗装段階の合計リードタイムは、バッチサイズ、オーブンの容量、色変更の要件に応じて、通常 1 ~ 3 営業日です。色の変更には、前回の実行での残留粉末による新しい色の汚染を防ぐために徹底的なブースの清掃が必要ですが、単一の生産バッチで複数の色が必要な場合は時間がかかります。単一色でフルバッチを提供することで、リードタイムを最小限に抑え、粉体塗装の効率を最適化します。
粉体塗装は液体塗料に比べて耐衝撃性に優れていますが、取り扱いや組み立て中に損傷を受けないわけではありません。部品はオーブンで硬化した後、積み重ねたり梱包したりする前に十分に冷却する必要があります。ホットパウダーコートはまだわずかに柔らかいため、すぐに積み重ねると跡がつきます。部品はパッド入りの支持体上で保管および輸送し、表面同士の接触や傷を防ぐためにフォームまたは生地を挟み込んで分離する必要があります。梱包時の鋭利な角にはエッジプロテクターを使用する必要があります。粉体塗装された部品は硬い表面の上で引きずらないでください。高光沢仕上げ(マット仕上げまたはテクスチャ仕上げよりも取り扱い跡が目立ちやすい)の場合、テクスチャまたはサテン仕上げの仕様を考慮すると、性能に影響を与えることなく、小さな取り扱い跡の視認性を大幅に減らすことができます。
スプレー塗装サービス | 研磨 | レーザー切断 | 溶接 | ベンディングマシン | カスタム製作サービス | 見積もりをリクエスト

 +86-13771171111 +86-13338110517
+86-13771171111 +86-13338110517 

 English
English 中文简体
中文简体 日本語
日本語 Deutsch
Deutsch Español
Español Bahasa Melayu
Bahasa Melayu