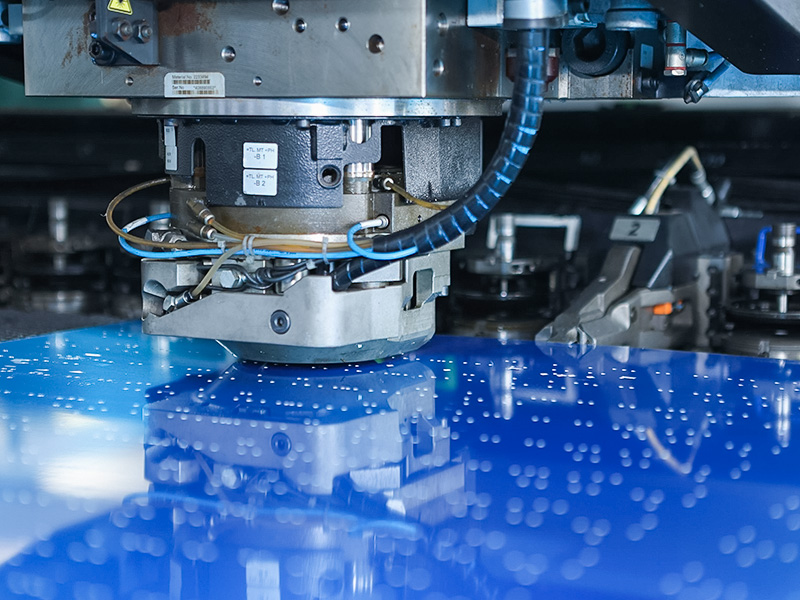
MIG 溶接と TIG 溶接は最も広く使用されている 2 つのアーク溶接です 溶接プロセス 板金加工で。どちらも電気アークを使用して接合部の金属を溶かし、融合させます。どちらも、鋼、ステンレス鋼、アルミニウムに構造的に健全な溶接を生成します。しかし、それらは異なる原理に基づいて動作し、異なる溶接品質と外観を生成し、異なる生産状況に適しています。製造要件を指定するエンジニアリング チームや板金製造サプライヤーを評価する調達マネージャーにとって、MIG と TIG の実際的な違いを理解することで、サプライヤーの溶接能力がアプリケーションの要件に適合するかどうかが決まります。
MIG 溶接 (正式には GMAW、ガスメタル アーク溶接) は、制御された速度で溶接ガンを通してソリッド ワイヤ電極の連続スプールを供給します。ワイヤ先端とワークピースの間に電気アークが発生し、ワイヤ (フィラーメタル) と接合部の母材の両方が溶解します。シールド ガス (通常はアルゴン、CO₂、またはアルゴンと CO₂ の混合ガス) がガン ノズルからアークの周りに流れ、凝固した溶接部に多孔性や脆性を引き起こす大気中の酸素や窒素から溶融溶接池を保護します。
ワイヤ供給は連続的かつ自動です。溶接機はガンの位置と移動速度を制御し、機械はワイヤ供給速度と電圧を維持します。この自動化は、MIG 溶接が手動の TIG 溶接よりも本質的に高速であることを意味します。MIG 溶接機は、同等の接合部に TIG 溶接機よりも 1 時間あたりはるかに多くの溶接金属を堆積できます。トレードオフは制御です。MIG 溶接の連続ワイヤ送給とより高い入熱により、より大きく、よりエネルギーの高い溶接池が生成されます。これは、薄い材料では精度が低下し、1.5 mm 未満の板では溶け込みやすくなります。
TIG 溶接 (正式には GTAW、ガス タングステン アーク溶接) は、非消耗品のタングステン電極を使用してアークを生成します。 MIG とは異なり、電極は溶接部に溶け込まず、アークを生成するだけです。溶加材は、必要に応じて、溶接工の空いた手で溶接池に手動で供給される別のロッドであり、トーチはもう一方の手で保持され、フット ペダルで電流を制御します。トーチ ノズルから流れる純粋なアルゴンによってシールドが提供されます。
消耗品ではないタングステン電極と手動で制御されるフィラー添加により、TIG 溶接に決定的な特徴が与えられます。つまり、溶接機は溶接のあらゆる瞬間において入熱とフィラーの堆積速度を独立して制御できます。この正確な制御により、TIG 溶接では、MIG 溶接の制御が難しい熱やフィラーの溶着により過剰な歪みや外観の一貫性がなくなるような薄い材料や複雑な接合形状でも、外観的に完璧で一貫した溶接ビードを生成できます。トレードオフは速度です。TIG 溶接は MIG 溶接よりも大幅に遅く、オペレーターには高いスキル レベルが必要です。
| 特徴 | ミグ溶接(GMAW) | TIG溶接(GTAW) |
|---|---|---|
| 電極の種類 | 消耗ワイヤ - 溶融池に溶けます | 非消耗タングステン - アークのみ。フィラーを別途追加 |
| フィラーメタルの制御 | 自動 — 機械に設定されたワイヤ送り速度 | 手動 — 溶接工の手によって供給されます。完全に制御可能 |
| 溶接速度 | 高速 - 高い堆積速度、連続供給 | 遅い - 手動フィラー、正確なトーチ制御が必要 |
| 溶接外観 | 許容範囲内 - 多少の飛沫あり。露出した表面の清掃が必要 | 優れた - きれいで一貫したビードプロファイル。最小限のスパッタ |
| 入熱制御 | 中 - 電圧とワイヤ速度のパラメータを設定します | 正確 - 溶接全体にわたるフットペダル電流制御 |
| 薄物材料の能力 | 中程度 - 焼き付きのリスクなしで実際の最小 ~1.5mm | 優れた — 適切な技術で 0.5 mm 以下のハンドルを実現 |
| 薄いシートの歪み | 高い - 入熱量が増えると熱歪みが大きくなります | 低い - 制御された熱入力により歪みを最小限に抑える |
| スキル要件 | 中程度 — 許容できる品質に達するまでの時間が短縮されます | 高 - 一貫した品質を得るにはかなりの練習が必要です |
| 軟鋼 | 優れた — 構造用鋼の製造の主要プロセス | 良い — 実行可能だが遅い。軟鋼の場合、MIG よりも選択されることはほとんどありません |
| ステンレス鋼 | 良好 — 正しいワイヤーとガスで実行可能 | 優れた — 高品質のステンレス溶接の標準プロセス |
| アルミニウム | 良い — スプールガンを備えた MIG はアルミニウムをうまく処理します | 素晴らしい — AC TIG は精密アルミニウム加工の標準です |
| 溶接後のクリーンアップ | 必須 - スパッタ除去。目に見える接合部の研磨 | 最小限 — きれいな溶接には研削がほとんどまたはまったく必要ありません |
| 設備費 | 低い - MIG マシンの方が安価です | より高い — フットペダルと AC 機能を備えた TIG マシン |
| 自動化の可能性 | 高 — ロボット MIG 溶接が広く導入されている | 中程度 - 自動 TIG は存在しますが、より複雑です |
| 最高のアプリケーション | 構造アセンブリ、大量生産、厚い材料 | ステンレス筐体、精密シート、薄い素材、目に見える溶接部 |
軟鋼から構造アセンブリ (機械フレーム、機器の筐体、ブラケット、支持構造) を製造するには、MIG 溶接が標準プロセスです。 MIG 溶接は、高い溶着速度、2mm を超える材料での優れた構造溶接品質、一貫した生産レベルの結果を得るための低いスキル障壁の組み合わせにより、溶接の完全性や生産速度よりも溶接の外観が二の次となる構造作業において経済的に合理的な選択肢となります。 MIG 溶接機は、TIG 溶接機に必要な時間のほんのわずかな時間で接合部を完成させることができ、後で研削、塗装、または粉体塗装される構造接合部の場合、2 つのプロセス間の外観上の差異は仕上げ段階で解消されます。
同じアセンブリが繰り返し溶接される板金製造の生産工程 (受託製造、OEM 顧客への部品供給) では、生産工程全体にわたって MIG 溶接の速度の利点が複合化されます。 10 分の TIG 溶接を必要とするコンポーネントは、多くの場合、同等の接合部に MIG 溶接を行うと 3 ~ 4 分で完了し、構造溶接の品質への影響は最小限に抑えられます。月あたり数百または数千のアセンブリの生産量では、この時間の差がユニットあたりの生産コストに直接影響します。大量プログラムの場合、ロボット MIG 溶接セルによりスループットの一貫性がさらに向上し、ユニットあたりの溶接コストが削減されます。
厚さが 4 ~ 5 mm を超える材料 (構造セクション、重いブラケット、機械ベース) では、MIG 溶接のより高い入熱と溶着速度が制限ではなく利点となります。より大きな溶接池が効率的に接合準備を満たし、より高い入熱により、厚い材料の接合ルートでのより良好な融合が達成されます。厚い部分の TIG 溶接には、かなり遅い溶着で複数のパスを必要とするため、重いアセンブリの製造溶接には実用的ではありません。
食品加工装置、製薬機械、衛生的なエンクロージャ、および建築用ステンレス鋼用途におけるステンレス鋼板金の製造では、TIG 溶接がプロセス標準です。その理由は、見た目の美しさと技術的なものです。審美的には、ステンレス鋼の TIG 溶接は、特徴的な「積み重ねられた 10 セント硬貨」の外観 (均一な波紋パターン) を備えた一貫したきれいなビードを生成します。これは完成品に見られ、ステンレス鋼製造の品質を示します。技術的には、ステンレス鋼のアルゴンシールドを使用した TIG 溶接では、熱影響部の酸化 (MIG 溶接によりステンレスの溶接マージンに生じる黄青色の熱の色合い) が最小限に抑えられた溶接が得られます。これは、溶接領域の耐食性にとって重要です。
精密電子機器の筐体、医療機器の筐体、自動車の車体部品などで一般的な 0.5 mm ~ 2.0 mm の薄い金属シートでは、焼き付きを防止し、歪みを最小限に抑えるために TIG 溶接の正確な入熱制御が不可欠です。 TIG 溶接機のフット ペダル電流制御により、溶接の進行中に入熱をリアルタイムで継続的に調整できます。熱が蓄積するコーナーでは電流を減らし、厚い部分では電流を増やします。溶接池の直接の状態に対するこのような応答性は、標準的な MIG 溶接では利用できません。その結果、薄板上の TIG 溶接では、同等の接合位置での MIG 溶接よりも反りや歪みが大幅に少なくなります。
ステンレス鋼製電化製品の筐体、建築用金属部品、医療機器の筐体など、完成品で溶接接合部が見える場合、TIG 溶接では、目に見える表面の MIG 溶接に必要な研削や研磨を行わずに、優れた外観の結果が得られます。きれいでスパッタのない TIG ビードは、多くの場合、MIG 溶接ではできない方法で、周囲の母材の仕上げ、特にステンレス鋼やアルミニウムの仕上げに合わせて直接研磨できます。溶接シームの可視性が最終顧客にとっての品質指標である製品の場合、TIG 溶接は期待される標準を提供する仕様です。
交流による TIG 溶接 (AC TIG) は、精密アルミニウム板金製造の標準プロセスです。 AC TIG は、各 AC サイクルの一部として酸化アルミニウム層に独特の洗浄作用をもたらし、アルミニウム上の MIG 溶接が薄いまたは複雑な接合形状で発生する可能性のある多孔性や汚染の問題を発生させることなく、酸化物を介した適切な融合を可能にします。溶接品質と外観の両方が重要である航空宇宙、エレクトロニクス、精密産業機器のアルミニウム アセンブリにとって、AC TIG は両方の要件を確実に満たすプロセスです。
実際には、多くの板金製造プロジェクトでは、同じアセンブリ内の異なる接合部で MIG 溶接と TIG 溶接の両方を使用し、各プロセスを最適な接合部に割り当てます。ステンレス鋼の食品加工エンクロージャでは、すべての外部の目に見える接合部と衛生的な内部表面に TIG 溶接を使用する一方で、目に見えず洗浄されることのない内部構造ブラケットと補強ガセットには MIG 溶接を使用する場合があります。このプロセス割り当てアプローチは、全体的な組み立てコスト効率を維持しながら、重要な箇所で必要な溶接品質を実現します。
板金製造サプライヤーの溶接能力を評価する際の主な質問は、どの溶接プロセスを行っているのか、各プロセスがどのような材料の種類と厚さに適用されているのか、アプリケーションの特定の材料と接合タイプに適した溶接手順を持っているか、ということです。熟練したオペレーターによって MIG 溶接と TIG 溶接の両方を実施し、関連する材料の溶接手順を文書化したサプライヤーは、すべての用途に対して単一のプロセスに依存するサプライヤーよりも、より有能で品質が保証されたサービスを提供します。
はい — ステンレス鋼の MIG 溶接は、ステンレス鋼ワイヤーと適切なシールドガス混合物 (通常は 2% CO₂ を含むアルゴン、または 2% の酸素を含むアルゴン) を使用することで技術的に実行可能です。 MIG 溶接されたステンレス鋼接合部は、優れた構造的完全性を達成し、構造用途や非衛生用途のステンレス鋼製造で広く使用されています。制限は外観上のものです。ステンレス鋼の MIG 溶接では、TIG 溶接よりも熱の色合い (溶接マージンの酸化)、スパッタが多くなり、ビードの外観の一貫性が低くなります。食品、製薬、建築など、ステンレス鋼の表面の外観と衛生的な清潔さが重要な用途には、ジョイントあたりの人件費が高くなりますが、TIG が適切な標準です。
TIG 溶接は、同等の接合位置での MIG 溶接よりも薄い板金で発生する熱歪みが一貫して少なくなります。その理由は 2 つあります。その理由は、入熱が低く、より正確に制御されること、および熱がより広い熱影響を受けるゾーン全体に分散されるのではなく、接合部に集中することです。厚さが 2 mm 未満の材料では、TIG 溶接と MIG 溶接の歪みの差が大きくなり、完成したアセンブリが矯正せずに寸法公差を満たしているかどうかを判断できます。光学機器ハウジング、精密パネルアセンブリ、医療機器筐体など、溶接後の矯正が望ましくない精密薄板アセンブリの場合、TIG 溶接が歪み管理仕様となります。
スポット溶接(抵抗スポット溶接)は、重なり合う 2 つのシート表面間の接触点の電気抵抗を利用して、溶加材を使用せずに局所的なスポットでそれらを溶融します。非常に高速であり、スポット溶接にかかる時間は 1 秒未満であり、外表面に目に見えるビードが生成されないため、大量生産される薄板アセンブリの重ね接合に最適です。スポット溶接は、自動車のボディパネル、家電製品の組み立て、家庭用電化製品の筐体の製造で広く使用されており、複数の重なったシート部品を迅速かつ一貫して接合する必要があります。制限は、スポット溶接では電極アームのジョイントの両側に直接アクセスする必要があり、重ねジョイント構成に限定され、突合せジョイント、すみ肉溶接、またはシールされた連続シームには使用できないことです。突合せまたはすみ肉接合を必要とする構造用板金の製造には、依然として MIG または TIG 溶接が適切なプロセスです。
溶接プロセスの要件は、サプライヤーの裁量に任せるのではなく、製造部品の設計図または技術仕様に指定する必要があります。仕様には、溶接プロセス (GMAW/MIG または GTAW/TIG)、適用される溶接規格 (欧州では ISO 5817、北米では AWS D1.1 または D1.3、必要な品質クラス (通常は構造用にはクラス B、それほど重要ではない接合部にはクラス C)、材料の仕様と厚さ、予熱または溶接後の処理要件、および目に見える溶接の表面要件 (表面仕上げ、溶接ビード プロファイル) が含まれている必要があります。圧力容器、構造コンポーネント、医療機器などの重要な用途については、製造注文を行う前にサプライヤーの溶接手順資格 (WPS/PQR) および溶接工資格証明書を要求し、検証する必要があります。
溶接サービス | レーザー切断 | ベンディングマシン | スプレー塗装 | カスタム製作サービス | 見積もりをリクエスト

 +86-13771171111 +86-13338110517
+86-13771171111 +86-13338110517 

 English
English 中文简体
中文简体 日本語
日本語 Deutsch
Deutsch Español
Español Bahasa Melayu
Bahasa Melayu